ファットバーを購入したのは2014年12月。気づけば1年以上経ってますな~
いい加減付けなければ・・・

変換クランプを使うとハンドル位置が20㎜上がるのですが、購入したファットバーが現在使ってるレンサルの6.5インチより低かったので、TLM50のアッパーブラケットを入れてさらに19㎜上げることにしたんです。
が、となるとボルトが短い。

クランプの取り付けボルトはボタンです。
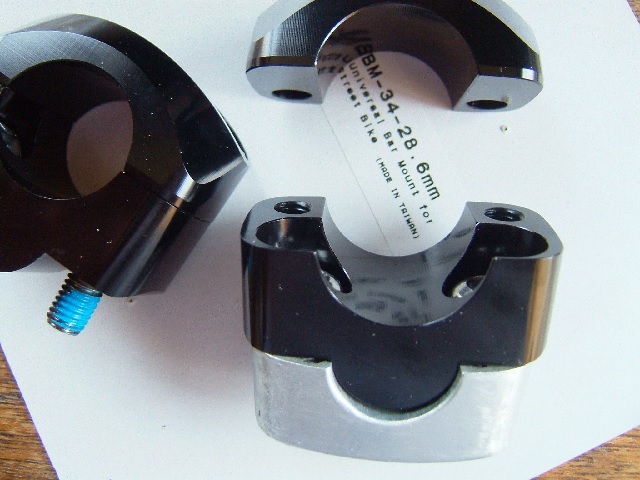
何故なら・・・

ソケットボルトだとハンドルに当たってしまうんですね~

だもんで・・・
何時か見た作業。

強度12.9の錆びた黒染めボルトの頭をテーパーに削り

ナイスなメッキをします。
これがですよ~ 全然メッキが載らなくて、結局一日かかってしまいました。(泣)
メッキ液(トイレの洗浄剤NEOナイス)の中に金属イオンが充満しないと駄目なんでしょうかね~

で、1日がかりで完成したボルトです。
今週末にはファットバーを取り付けられるのでしょうかーーーーーーっ!?
<追記>
電気メッキについて重要な記事を見つけましたので転載させて頂きます。
2)電気めっきについて
①水素脆性
金属に水素が侵入し、そのために金属が脆くなる現象を水素脆性といいます。特に鉄鋼材料においては、硬度が高く引張強さの大きい、いわゆる高強度鋼と呼ばれている鋼での破壊が問題になっています。(六角穴付きボルト類のように高強度のものにめっきをする場合、最も注意を払うべき事項です)水素の侵入は、めっき前処理工程の酸洗い及びめっき工程で発生します。現状では、めっき工程での水素の侵入は避けられません。
②脱水素処理(ベーキング処理)
めっき工程で鋼中に侵入した水素の除去は、200℃前後の温度で2~4時間均熱することによりある程度除去できますが、素地の硬さ、粗さ、めっき時間と膜厚、酸洗い時間と酸の濃度等の作業条件によリベーキング時間を検討する必要があります。
③めっきと強度区分の関係について
六角穴付きボルトにめっきを施す場合、基本的には強度区分 10.9 以下とし、必ず脱水素処理(ベーキング処理)を実施する必要があります。強度区分12.9 について電気亜鉛めっきをされる場合、水素脆性による遅れ破壊(締結後、数時間から数十時間で首下部またはねじ部等で破壊する現象をいう)する可能性がありますので、メーカーとしては、推奨できません。
3)強度区分12.9 用のめっき
強度区分12.9 用のめっきとしては、下記のものを推奨します。(いずれも前処理で酸洗い工程がなく、めっき処理を電気的に行わないものです)
①ダクロタイズド処理
②メカニカルめっき(または衝撃めっき)
3.表面処理について
2 件のコメント:
初めまして。
12.9のボルトはメッキすると折れますよ。
なので、12.9でメッキしているボルトは市販されていないと思います。
パイマウンテンさん、有難うございます。
仰る通りそれが悩ましくて検索で調べたんですが、その時は「一般的なボルトはドブ付け(溶融亜鉛メッキ)で作られていて、熱処理の関係で強度が落ちる」というネジ屋さんの記事をみかけ、なら、電気メッキは大丈夫なんだろうとこの作業をした次第です。
が、いま改めて検索したら、電気メッキでは「水素ぜい性」と言う現象が起こるようですね。
これは危ないので、見つけた記事を追記で書いておきます。
ご注意有難うございました。これからも宜しくお願いします。
コメントを投稿